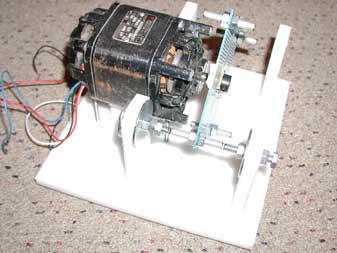
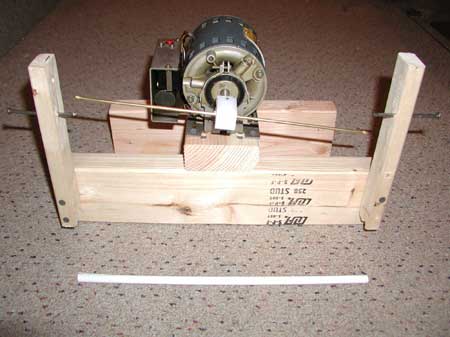
This is my first rotary spark gap. It is a synchronous 1800 RPM
motor. The rotor is made of 4.25" square PC prototype board (who
says it has to be round?), electrodes at an equivalent 5" diameter.
The electrodes are all 1/4" bolts. The design presently has two gaps,
but another 2 gaps could be added to reduce the quench time. The
phase could be adjused by stopping the motor, holding the shaft, and turning
the rotor. It is held in place by a rubber washer against two drill
depth guides.
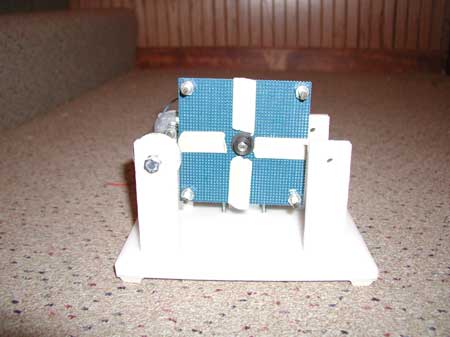
The tape is used to test that the motor could achieve synchronization
loaded by the rotor.
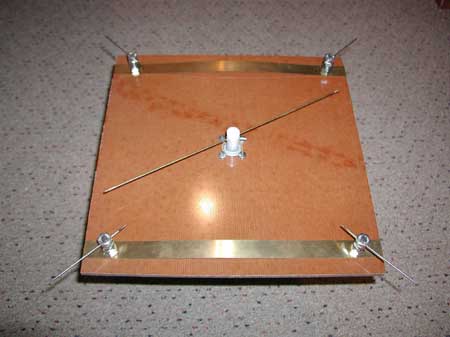
This is a 12" rotor, Asynchronous Rotary Spark Gap (ARSG). It
is composed of a 12" phenolic plate with a 12" brass rod (1/16" thick).
The stationary rods are 1/16" tungsten.

The gaps are kept very short. The wear on such thin electrodes
can be substantial. I had hoped that the high spin rate would cool the
brass enough.
Need more testing. Hehe.

The electrode holders are nothing more than hex bolts with a hole through
the shank for the electrodes, and enough hex nuts.
I think I'll be drilling 1/8" holes for bigger stationary electrodes.

The 12" long, 1/16" thick, brass rotor is held in place with a set
screw in the polyethylene rod. I would use Tungsten if I could get
12" long welding electrode.
This was the last time I tried to use polyethylene rod for this purpose.
Square is easier to work with for drilling holes.

This is one of those very high speed Mabuchi PM DC motors. At
12 volts it will go up to 18,000 RPM, unloaded.
I need to do some speed tests to determine how fast I can actually
spin the 12" rotor.

Here is the mounting method for experimentation. A plastic bucket.

This is an "in-progress" ARSG. It uses the same 18,000 RPM motor,
but will have a 6" rotor made of 1/8" thick Tungsten electrode.
There will be 4 stationary electrodes (like the other spark gaps).
In addition, there are "blow holes"
to blast air through the spark gaps for quenching and cooling.
I want to use this gap on the HUGE coil and the Magnifier.

Here is the PVC ductwork being put together on the back side.
It will reduce to a single air inlet and double as a stand for the structure.
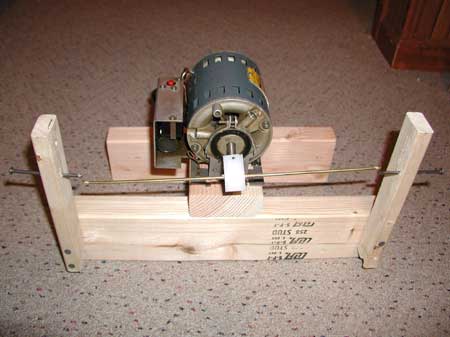
This is a 3600 RPM SRSG. At this rotational speed, only 2 stationary
electrodes are required, which are made of nails with the tips ground off.
The rotor is 12" brass rod that is 1/8" thick. It is press fit
into place but can be pulled to achieve perfect balance/alignment.

The motor is a Teletype motor that is commonly available on eBay for
$10-$20. It is 1/20 HP and synchronous at 3600 RPM. No modifications
required.

A set screw was required to keep the rotor phase from changing each
time the motor was started up. Phase is adjusted by turning the motor
in the cradle.
This was slapped together in about 1 hour. I could not wait to
see if it would work. It does, but I swear I can actually see the
nails burning away.
I want to get Tungsten electrodes on the rotor of this 12" SRSG.
The white stick is a 13" length of 3/8" fiberglass rod. I was gonna
drill 2 holes and insert short Tungsten electrodes in the ends. It
would become a 4-gap rotor. But unfortunately, the motor was not
able to spin this to synchronization. I will try a thinner stick
and some other tricks to get the rotor intertia down, maitain a 12" diameter,
and increase the number of gaps firing at the same time.

Here is the new rotor concept. It has 2 Tungsten electrodes (1/8")
spaced 12" apart. This design fires 2 gaps on each leg, or 4 gaps
total.
My 1/20 HP motor could not spin it at 3600 RPM. I'll save it
for a bigger motor.

Here is one end of a 12" rotor that has 3 Tungsten electrodes.
This design fires 6 gaps on each leg, or 12 gaps total. The quenching
should be fantastic.
I am working on a way to spin it or redesign for less inertia.
I have fiberglass rods in 5/16", 1/4", 3/16", and 1/8". I should
be able to get some Tungsten electrodes on the ends of one of these really
thin rods.